 |
|||||||
| Выполнение шиповых соединений | |||||||
|
|
|
||||||
|
|
Плоские и трапециевидные шипы имеют боковые грани, называемые щечками; срезанные торцовые части бруска, образующие шипы, называются заплечиками, торцовая часть самого шипа называется торцом. Длина шипа — это расстояние от заплечиков до его торца; толщина шипа — размер между заплечиками или щечками; ширина шипа — поперечный размер щечки. Боковые стенки проушины также называются щечками (рис. 17, а).

Толщину шипа в угловых соединениях обычно принимают из расчета: для одношиповых соединений — от 1/3 до 3/7 толщины бруска, для двухшиповых — от 1/5 до 2/9, для трехшиповых — обычно 1/7 толщины бруска. Ширина проушин должна быть такой, чтобы шипы с небольшим усилием входили в проушины.
Заплечики должны быть одинаковыми и равняться 2/7—1/3 одинарного шипа и 1/6—1/5 толщины бруска двойного шипа.
Гнездо для глухого шипа должно быть на 2—3мм больше длины шипа. Это необходимо для подготовки соединения и для стекания туда излишков клея. Шипы выполняют у горизонтальных брусков, проушины — у вертикальных. Кроме того, в зависимости от толщины и длины деталей применяют и вставные шипы цилиндрической или прямоугольной формы толщиной 8—15мм и длиной 60—120мм.
Шиповую вязку следует выполнять так, чтобы шипы и проушины соединялись с соответствующей плотностью без дополнительной подчистки стамеской. Толщина шипа должна быть такой, чтобы он с небольшим усилием входил в проушину. Но чрезмерно толстый шип только расколет деталь. Когда шип тоньше проушины или гнезда, то соединение получается слабое. Иногда такой шип обматывают тонкой прочной бумагой или бинтом на клею, что увеличивает прочность соединения.
Шиповые соединения выполняют в такой последовательности.
Точно по размеру строгают бруски квадратной или прямоугольной формы. Все стороны брусков проверяют угольником. Затем размечают шипы: при помощи гребенки проводят риски на двух противоположных сторонах бруска (рис. 17, г). Для разметки шипов можно использовать и рейсмус. Он более универсален. Но гребенка более производительна и удобна — с ней риски проводят за один раз, а брусочки рейсмуса приходится переставлять для каждой риски отдельно.
Расположение шипов и пазов должно быть равномерным по всей ширине деталей. Крайние шипы могут быть чуть шире или уже, но все остальные шипы и пазы должны быть одинаковыми.
Поскольку длину шипа берут равной толщине бруска, то, кроме продольных, надо провести еще и горизонтальные (поперечные) риски по угольнику, ограничивая эту длину.
На брусках с проушинами также проводят риски, ограничивая их высоту, которая должна равняться ширине шипа. Участки, которые предстоит удалить, помечают штриховкой, чтобы вести пилу в пределах ненужного фрагмента древесины и ничего не перепутать при работе стамеской.
После разметки пласти следует перенести контуры шипов и пазов на торцевую сторону доски. В зависимости от вида древесины может оказаться полезным или даже необходимым забеливание торцевой стороны доски мелом: на белом фоне разметка будет виднее.
|
|
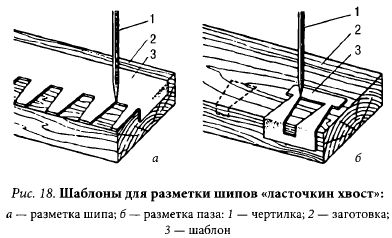
Для разметки шипов, особенно «ласточкина хвоста», очень удобно применять специальные шаблоны, вырезанные, например, из жести (рис. 18).
Размеченные заготовки закрепляют в верстаке таким образом, чтобы параллельные линии реза были вертикальными, и приступают к запиловке шипов и проушин. Чистота распила зависит от пилы. Она должна быть острой, с мелкими, одинаково разведенными зубьями. При этом полотно пилы должно находиться сбоку от риски, линия которой остается нетронутой. Во время запиливания шипов пила должна идти с их наружной стороны, а у проушины — с внутренней (рис. 17, д). После пропиливания остается темная полоса пропила (рис. 17, е).
Вначале делают запил, то есть углубляют полотно пилы на 2—3мм в толщину древесины. Для этого полотно пилы ставят сбоку от риски и прижимают к ней ноготь большого пальца левой руки. Пилу сначала ведут на себя, делая запил, при котором зубья пилы слегка врезаются в дерево (рис. 17, ж). Затем пилу короткими движениями ведут вперед, постепенно углубляя ее в древесину на 2—3мм. По мере углубления инструмента пиление выполняют на полный размах. Пилить следует без нажима на пилу, иначе она уклоняется от своего направления (особенно лучковая). Правильный распил без перекоса должен быть с обеих сторон шипа или проушины.
Выполнив все пропилы, у шиповых деталей спиливают щечки (рис. 17, з), при этом линия пропила должна быть перпендикулярна пласти или со скосом вовнутрь, а не наоборот. У двойных шипов древесину выдалбливают в середине между двумя шипами, у тройных — два раза между тремя шипами. У проушинных деталей выполняют только долбление. Долбить древесину следует по рискам у гнезд и по линиям пропила у шипов и проушин. Для сквозных гнезд разметку наносят с обеих сторон детали, для глухих — с одной.
Обработку пазов стамеской начинайте, не затрагивая торца детали: так вы избежите ее расщепления. Кроме того, мягкое дерево при обработке стамеской может расколоться в том месте, где проходят годичные кольца. Чтобы этого избежать, надо сделать дополнительно несколько пропилов. В этом случае если дерево и расколется, то между двумя соседними пропилами, а не на всю ширину паза.
Деталь должна быть хорошо закреплена, а под нее кладут деревянную подкладку, чтобы не портить верстак. Долото или стамеску следует подобрать такой ширины, чтобы она была на несколько миллиметров уже паза или гнезда.
Долбление выполняют за два приема. Сначала инструмент ставят так, чтобы лезвие отстояло от линии разметки на 2—3мм и не срезало ее. Фаску обращают внутрь гнезда, а инструмент держат вертикально, чтобы древесина не смялась. Более точно направлять стамеску может помочь еще одна доска, закрепленная поверх детали так, что ее край проходит по линии разметки. Легкими ударами киянки долото углубляют в древесину. Слегка покачивая инструмент, выбрасывают часть стружки и продолжают работу. Чтобы подрубленная древесина легче вынималась и не ломался инструмент, стружку снимают толщиной не более 5мм.
При долблении сквозных гнезд выбирают часть древесины до половины толщины заготовки, затем ее переворачивают, снова закрепляют и приступают к долблению с обратной стороны. Такой способ позволяет избежать растрескивания доски, а также неточностей в обработке пазов.
После сквозного прохода приступают к подрезке оставшейся древесины. Стамеска при этом должна быть очень острой. Ставят ее по риске и срезают излишки древесины, одновременно зачищая все шероховатости.
Вышеописанную методику можно немного изменить. Вначале по краям будущей проушины сверлят два отверстия диаметром чуть меньше толщины шипа или высверливают массив древесины по всей площади гнезда. Затем стамеской выбирают и вычищают всю проушину.
При сверлении древесины центр отверстия желательно наколоть шилом; ось вращения сверла должна совпадать с осью отверстия. Чтобы избежать образования сколов или отщепов, под деталь необходимо подложить обрезок доски, а в конце сверления ослабить нажим на сверло. При изготовлении нескольких одинаковых деталей, имеющих сквозные отверстия, целесообразно сверлить детали, сложенные в пачку.
Готовые детали сначала соединяют без клея, отмечают нестыковки и подчищают до тех пор, пока они не станут плотно примыкать друг к другу. Чем точнее стыковка деталей, тем лучше их схватит клей. В первую очередь надо обратить внимание на прямоугольность соединения. Если вставить шип под углом, то можно примять внешний край паза. Чтобы шип лучше вставлялся в паз, углы в торце можно немного скосить. Но для сквозного шипа не стоит делать слишком большую фаску, иначе соединение с внешней стороны будет выглядеть неаккуратно.
После исправления всех недочетов соединение можно собрать окончательно или склеить.
Сэкономить много времени при изготовлении прямых и клиновидных шипов и пазов под них поможет фрезер с пазовой или специальной фрезой и гребнеобразный металлический шаблон (рис. 19). Паз получается за один проход фрезы и к тому же намного точнее, чем паз, изготовленный обычной пилой и долотом. Тем не менее рекомендуется проверить выбранные параметры на ненужной доске, прежде чем переходить к обработке деталей.

Шипы обоих видов вырезают фрезером на соединяемых деталях за один прием. В гребенчатом шаблоне их закрепляют так, чтобы кромки были взаимно смещены в обе стороны на ширину шипа. При формировании прямых шипов обе доски закрепляют параллельно и вертикально, а клиновидных шипов — одну доску вертикально, вторую — под прямым углом к ней. Направление работы по гребенчатому шаблону — слева направо.
Направляющий ролик не дает фрезерной машинке выйти из колеи. При этом фреза самостоятельно держит дистанцию, не касаясь краев шаблона. Распределение шипов и пазов в таком соединении зависит от размеров используемой фрезы.
| Купить гербициды для удаления сорняков купить gazonu.ru. |
| Строим дом своими руками |
|